Ciąg dalszy podstaw termoformowania tworzyw sztucznych, scharakteryzowana zostanie metoda formowania próżniowego - podciśnieniowego. Metoda ta polega na uplastycznieniu umocowanego w ramie napinającej tworzywa sztucznego w postaci folii lub płyty pod wpływem równomiernego ogrzania, a następnie rozciągnięciu go na jednoczęściowej formie i utrwaleniu nadanego kształtu przez chłodzenie.
Formowanie próżniowe może odbywać się w formach negatywowych i pozytywowych, bez wstępnego rozciągania i z wstępnym rozciąganiem, które to odmiany zostaną pokrótce scharakteryzowane.
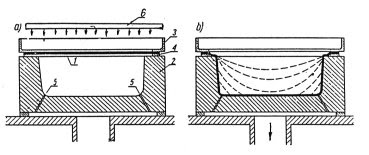
Formowanie negatywowe - bez wstępnego rozciągania
W procesie termoformowania negatywowego tworzywo umieszcza się na wklęsłej, a więc negatywowej formie 2 i przyciska ramą 3, przez uszczelkę gumową 4. Powietrze znajdujące się pomiędzy tworzywem a powierzchnią formy, po ogrzaniu tworzywa zostaje wyssane przez kanały 5, wskutek czego ciśnienie atmosferyczne wtłacza materiał do formy. Po upływie czasu, zależącego od grubości warstwy tworzywa, zestala się i może być wyjęte z formy w nadanym przez nią kształcie.
 Ocenę możliwości stosowania tej metody można przedstawić na podstawie tzw. współczynnika głębokości formowania H/D, gdzie H – głębokość formy, D – średnica formy.
Ocenę możliwości stosowania tej metody można przedstawić na podstawie tzw. współczynnika głębokości formowania H/D, gdzie H – głębokość formy, D – średnica formy.
Współczynnik głębokości formowania jest zależny od grubości początkowej materiału. Praktyka wykazała, że dla formowania negatywowego optymalny jest stosunek H/D=0,4
Jednak zasada ta może być traktowana jedynie jako podstawa projektowania wyrobów otrzymywanych metodą formowania próżniowego, gdyż w poszczególnych przypadkach głębokość formowania będzie zależała od wielu czynników, np. kształtu wyrobu, tworzywa, konstrukcji formy itd.
Formowanie negatywowe – z wstępnym rozciąganiem
Poza przedstawioną metodą termoformowania negatywowego tzw. klasyczną, istnieją jej odmiany, których stosowanie ma na celu poprawę rozkładu grubości ścianek w wyrobach.
Z wstępnym rozciąganiem mechanicznym
Formowanie metodą negatywową, gdy głębokość formowania przekracza 0,5 średnicy formy, przeprowadza się metodą negatywową z mechanicznym rozciąganiem. Po ogrzaniu folii 1 do odpowiedniej temperatury uruchamia się stempel 2, który wciska ogrzany materiał do formy.3 Gdy stempel osiągnie swe najniższe położenie, wówczas włącza się próżnię. Metoda negatywowa z mechanicznym rozciąganiem stosowana jest głównie w formach wielokrotnych. Średnica stempla rozciągającego wynosi 0,7 średnicy formowanego przedmiotu, głębokość wejścia do formy – 0,7 głębokości formowania.
 Z wstępnym rozciąganiem pneumatycznym
Z wstępnym rozciąganiem pneumatycznym
Do głębokiego formowania dużych i małych przedmiotów o stosunkowo małym promieniu krawędzi stosuje się metodę formowania z rozdmuchem pozwalającą na uzyskanie ścianek o prawie jednakowej grubości
Przeznaczoną do formowania płytę lub folię umieszcza się w rampie napinającej. Poniżej znajduje się forma, a powyżej ogrzany stempel. Gdy folia zostanie ogrzana do właściwej temperatury, rama napinająca jest opuszczana trochę poniżej górnej krawędzi fory. Dołu jest wprowadzane sprężone powietrze, które wydmuchuje folię do góry, rozpoczynając jej wstępne rozciąganie. Prawie równocześnie opuszcza się ogrzany stempel na wydmuchaną folię. Po całkowitym opuszczeniu stempla zostaje przerwany dostęp powietrza, a włączona próżnia
Formowanie pozytywowe - bez wstępnego rozciągania
W procesie termoformowania pozytywowego forma ma kształt wypukły. Proces może przebiegać w formie nieruchomej, co prowadzi do powstania największych przecienień w górnej otwartej części wyrobu.
W procesie pozytywowego formowania oziębia się najpierw część folii tworzącą dno wypraski i dlatego może ona być wyciągnięta tylko w niewielkim stopniu. Tego rodzaju formowanie wykazuje jeszcze jedną niedogodność, która w przypadku produkcji masowej jest jednoczenie zagadnieniem ekonomicznym, a mianowicie wymaga przestrzegania znacznych odstępów między poszczególnymi formami.
Formowanie pozytywowe – z wstępnym rozciąganiem
Formowanie pozytywowe z mechanicznym rozciąganiem

W nieruchomej ramie 1 umocowana jest folia 2, w którą po ogrzaniu wtłaczana jest forma pozytywowa 3, przy czym obydwie części, rama 1 i forma 3, po załączeniu przylegają do siebie szczelnie i nie przepuszczają powietrza. Bezpośrednio po mechanicznym rozciągnięciu folii włącza się próżnię, co powoduje usunięcie kanałami4 powietrza znajdującego się między formą a folią. Ostatnim etapem formowania jest oziębienie folii.
Metoda Snack-back
Nagrzany arkusz jest powoli wciągany do komory próżniowej. Przez opuszczenie formy spełniającej rolę tłoka następuje zamknięcie przestrzeni między formą i arkuszem skąd następnie usuwa się powietrze. Równocześnie lekkie nadciśnienie w komorze ułatwia proces formowania. Metoda ta stosowana jest często do laminowania próżniowego.
Formowanie próżniowe może odbywać się w formach negatywowych i pozytywowych, bez wstępnego rozciągania i z wstępnym rozciąganiem, które to odmiany zostaną pokrótce scharakteryzowane.
Formowanie negatywowe - bez wstępnego rozciągania
W procesie termoformowania negatywowego tworzywo umieszcza się na wklęsłej, a więc negatywowej formie 2 i przyciska ramą 3, przez uszczelkę gumową 4. Powietrze znajdujące się pomiędzy tworzywem a powierzchnią formy, po ogrzaniu tworzywa zostaje wyssane przez kanały 5, wskutek czego ciśnienie atmosferyczne wtłacza materiał do formy. Po upływie czasu, zależącego od grubości warstwy tworzywa, zestala się i może być wyjęte z formy w nadanym przez nią kształcie.
 Ocenę możliwości stosowania tej metody można przedstawić na podstawie tzw. współczynnika głębokości formowania H/D, gdzie H – głębokość formy, D – średnica formy.
Ocenę możliwości stosowania tej metody można przedstawić na podstawie tzw. współczynnika głębokości formowania H/D, gdzie H – głębokość formy, D – średnica formy.Współczynnik głębokości formowania jest zależny od grubości początkowej materiału. Praktyka wykazała, że dla formowania negatywowego optymalny jest stosunek H/D=0,4
Jednak zasada ta może być traktowana jedynie jako podstawa projektowania wyrobów otrzymywanych metodą formowania próżniowego, gdyż w poszczególnych przypadkach głębokość formowania będzie zależała od wielu czynników, np. kształtu wyrobu, tworzywa, konstrukcji formy itd.
Formowanie negatywowe – z wstępnym rozciąganiem
Poza przedstawioną metodą termoformowania negatywowego tzw. klasyczną, istnieją jej odmiany, których stosowanie ma na celu poprawę rozkładu grubości ścianek w wyrobach.
Z wstępnym rozciąganiem mechanicznym
Formowanie metodą negatywową, gdy głębokość formowania przekracza 0,5 średnicy formy, przeprowadza się metodą negatywową z mechanicznym rozciąganiem. Po ogrzaniu folii 1 do odpowiedniej temperatury uruchamia się stempel 2, który wciska ogrzany materiał do formy.3 Gdy stempel osiągnie swe najniższe położenie, wówczas włącza się próżnię. Metoda negatywowa z mechanicznym rozciąganiem stosowana jest głównie w formach wielokrotnych. Średnica stempla rozciągającego wynosi 0,7 średnicy formowanego przedmiotu, głębokość wejścia do formy – 0,7 głębokości formowania.
 Z wstępnym rozciąganiem pneumatycznym
Z wstępnym rozciąganiem pneumatycznymDo głębokiego formowania dużych i małych przedmiotów o stosunkowo małym promieniu krawędzi stosuje się metodę formowania z rozdmuchem pozwalającą na uzyskanie ścianek o prawie jednakowej grubości
Przeznaczoną do formowania płytę lub folię umieszcza się w rampie napinającej. Poniżej znajduje się forma, a powyżej ogrzany stempel. Gdy folia zostanie ogrzana do właściwej temperatury, rama napinająca jest opuszczana trochę poniżej górnej krawędzi fory. Dołu jest wprowadzane sprężone powietrze, które wydmuchuje folię do góry, rozpoczynając jej wstępne rozciąganie. Prawie równocześnie opuszcza się ogrzany stempel na wydmuchaną folię. Po całkowitym opuszczeniu stempla zostaje przerwany dostęp powietrza, a włączona próżnia
Formowanie pozytywowe - bez wstępnego rozciągania
W procesie termoformowania pozytywowego forma ma kształt wypukły. Proces może przebiegać w formie nieruchomej, co prowadzi do powstania największych przecienień w górnej otwartej części wyrobu.

W procesie pozytywowego formowania oziębia się najpierw część folii tworzącą dno wypraski i dlatego może ona być wyciągnięta tylko w niewielkim stopniu. Tego rodzaju formowanie wykazuje jeszcze jedną niedogodność, która w przypadku produkcji masowej jest jednoczenie zagadnieniem ekonomicznym, a mianowicie wymaga przestrzegania znacznych odstępów między poszczególnymi formami.
Formowanie pozytywowe – z wstępnym rozciąganiem
Formowanie pozytywowe z mechanicznym rozciąganiem

W nieruchomej ramie 1 umocowana jest folia 2, w którą po ogrzaniu wtłaczana jest forma pozytywowa 3, przy czym obydwie części, rama 1 i forma 3, po załączeniu przylegają do siebie szczelnie i nie przepuszczają powietrza. Bezpośrednio po mechanicznym rozciągnięciu folii włącza się próżnię, co powoduje usunięcie kanałami4 powietrza znajdującego się między formą a folią. Ostatnim etapem formowania jest oziębienie folii.
Metoda Snack-back
Nagrzany arkusz jest powoli wciągany do komory próżniowej. Przez opuszczenie formy spełniającej rolę tłoka następuje zamknięcie przestrzeni między formą i arkuszem skąd następnie usuwa się powietrze. Równocześnie lekkie nadciśnienie w komorze ułatwia proces formowania. Metoda ta stosowana jest często do laminowania próżniowego.

Komentarze